| Type | Ap (mm) | Fn (mm/rev) | Grade | |||||||||||
| CVD | PVD | |||||||||||||
| VK3020 | VK3040 | VK1015 | VK1025 | VK1824 | VK1825 | VK1525 | VK1828 | VR1010 | VR1520 | VR1525 | VR1029 | |||
| ANKT040202R-M | 0.50-3.00 | 0.04- 0.08 | O | • | O | • | • | O | ||||||
| ANKT040204R-M | 1.00-3.00 | 0.06- 0.12 | O | • | O | • | • | O | ||||||
| ANKT040208R-M | 1.00-3.00 | 0.06- 0.12 | O | • | O | • | • | O | ||||||
| ANKT060304R-M | 0.50-5.00 | 0.07- 0.15 | O | • | O | • | • | O | ||||||
| ANKT060308R-M | 1.00-5.00 | 0.07- 0.15 | O | • | O | • | • | O | ||||||
| ANKT060312R-M | 1.00-5.00 | 0.07- 0.15 | O | • | O | • | • | O | ||||||
| ANKT060316R-M | 2.00-4.50 | 0.07- 0.15 | O | • | O | • | • | O | ||||||
| ANKT060320R-M | 2.00-4.50 | 0.07- 0.15 | O | • | O | • | • | O | ||||||
| ANKT090408R-M | 2.50-7.00 | 0.07- 0.15 | O | • | O | • | • | O | ||||||
| ANKT090416R-M | 2.50-7.00 | 0.07- 0.15 | O | • | O | • | • | O | ||||||
| ANKT110608R-M | 3.50-10.0 | 0.09- 0.15 | O | • | O | • | • | O | ||||||
| Length | Size(mm) | ||||
| IC | S | APMX | BS | r | |
| 4 | 4 | 3.1 | 3.5 | - | 0.2-0.8 |
| 6 | 6.6 | 4.2-5.0 | 5.8-6.2 | 0.6-1.0 | 0.4-2.0 |
| 9 | 8.6 | 5.7-6.3 | 8 | 0.8-1.2 | 0.4-1.6 |
| 11 | 10.7 | 8.1 | 10.5 | 1 | 0.8 |
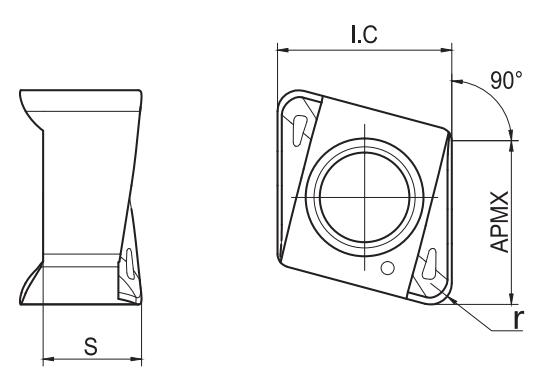 Double-sided inserts with four high positive helical cutting edges & high ramping capacity for 90° shoulders of general machining
Double-sided inserts with four high positive helical cutting edges & high ramping capacity for 90° shoulders of general machining