Products Details
Carbide APMT PVD Coated inserts are commonly used for indexable square shoulder end milling cutters and face milling cutters. The APMT inserts are with precision-molded I.C., positive molded chip breaker. They have a sharp and honed cutting edge and 11° relief angle. They are with screw holes created in compliance with ISO. Typically, it is viewed as with 2 cutting edges. However, they actually have 4 cutting edges. when they are installed on 90° indexable milling cutters and both edges become dull, they can be installed on 75° index-able milling cutters  and continue other milling applications with the other two edges.APMT will be a great choice for end users, since it can significantly improve productivity.1.What are carbide inserts? Carbide inserts are used to accurately machine metals, including steels, carbon, cast iron, high-temperature alloys and other non-ferrous metals. Carbide inserts are replaceable and index-able and come in a huge variety of styles, sizes and grades. Carbide inserts can be used at high speeds, which enables faster machining, which results in better finishes. It’s crucial that you select the correct carbide insert for the material that you are cutting or you could risk damaging the insert, the machine and the work-piece. 2.How do you identify carbide inserts? Every carbide insert can be identified using the Turning Tool ISO code system. This straightforward shorthand system covers everything you need to know, and need to tell us, when ordering your new carbide insert. The ISO code is based on the metric system, with measurements made in millimeters. In America, they use a different system called the American National Standard ANSI B212.4-2002 system that uses inches. We don’t cover that in this guide. Here’s how it works. Every carbide insert has an identification code attached to it. This isn’t a random collection of letters and numbers, but a comprehensive system that can help you identify the correct tool. Each letter or number in the identification code correlates to the phrases in this list. Clamping Method of Insert Insert Shape Holder Style Clearance Angle of Insert Hand of Tool Holder Height of Shank Width of Shank Length of Holder Length of Insert Cutting Edge By understanding the Turing Tool ISO system, you can quickly identify carbide inserts. Let’s look in a little more detail at each part of the coding system. Clamping method of insert There are five different types of clamping methods used for tuning tools. The various methods describe how the carbide insert is clamped, the tool’s shape and the force and rigidity of clamping. Insert shape There are ten different insert shapes, but it’s quite a loose classification. There are variations within the classification system which means they should be taken as an identifier. Holder style This code is used to describe the style of turning tool. There are 14 different holder styles, with each differentiated by the approach angle of the tool. Clearance angle of the insert The fourth letter defines the clearance angle of the insert. There are seven different clearance angles of between 0 degrees and 25 degrees. Tool holder hand It’s crucial to know the orientation of the tool – whether it’s left-handed, neutral (centred), or right-handed. Shank holder The sixth code refers to the height of the shank. If the sixth number is 20, for example, that would mean the shank is 20mm high. Shank width Similar to the width above, the seventh number refers to the complete width of the shank. Again, if the figure is 20, the shank width would be 20mm. Length of holder Knowing the length of the holder is essential in selecting the right carbide insert. Each letter refers to a different length. While the differences may seem small, selecting the right part – or a suitable part if your chosen length isn’t available to use – is crucial. Length of insert cutting edge The ninth and final part of the Turning Tool ISO code is the length of the cutting insert. The figure is measured in mm, so a 10 would mean the cutting insert has a 10mm cutting edge length. | Type | Ap (mm) | Fn (mm/rev) | Grade |
| CVD | PVD |
| VK3020 | VK3040 | VK1025 | VK1325 | VK1525 | VK1328 | VR1010 | VR1520 | VR1525 | VR1028 | VR1330 |
| APMT1135PDER-XR | 2.50-7.50 | 0.05- 0.25 | | | • | • | O | O | | | | | |
| APMT1605PDER-XR | 3.50-10.00 | 0.07- 0.50 | | | • | • | O | O | | | | | |
| APMT1135PDER-M2 | 2.50-7.50 | 0.05- 0.25 | | | • | • | O | O | | | | | |
| APMT160408PDER-M2 | 3.50-10.00 | 0.07- 0.30 | | | • | • | O | O | | | | | |
| APMT1135PDER-GM | 2.50- 7.50 | 0.05- 0.25 | | | • | • | O | O | | | | | |
| APMT160408PDER-GM | 3.50-10.00 | 0.07- 0.50 | | | • | • | O | O | | | | | |
| APMT1135PDER-H2 | 2.50-7.50 | 0.05- 0.25 | | | • | • | O | O | | | | | |
| APMT160408PDER-H2 | 3.50-10.00 | 0.07- 0.30 | | | • | • | O | O | | | | | |
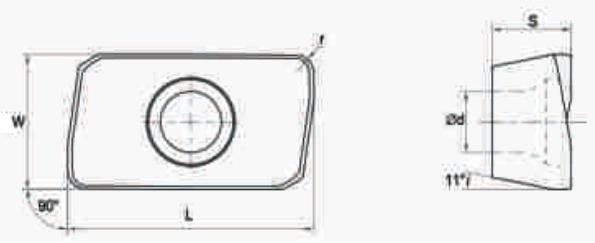
• : Recommended Grade O: Optional Grade | Length | Size(mm) |
| L | W | S | r |
| 11 | 11.35 | 6.2 | 3.5 | 0.8 |
| 16 | 17.35 | 9.3 | 5.26 | 0.8 |
 APMT milling insert with strong geometry design enables to deal with steel.alloy steel, stainless steel, and cast iron.
APMT milling insert with strong geometry design enables to deal with steel.alloy steel, stainless steel, and cast iron.
Carbide End Mill Set,
Wholesale Carbide End Mills,
Carbide inserts for snow plow blades,
Ball End Mill Cutter,
Best Carbide Strips,
3 Flute,
Carbide Reamer,
rotary burrs,
China Tungsten Carbide Burr,
Wholesale Hard Metal,